A lemezes hőcserélő az egyik leggyakrabban alkalmazott megoldás a gépészetben, ha két közeg hőcseréjét kell hatékonyan megoldani. Kompakt, megbízható, jól karbantartható és sokféle ipari folyamatban bevethető. Akár fűtésről, hűtésről, ipari technológiáról vagy épp hővisszanyerésről beszélünk, a lemezes hőcserélő szinte mindenhol helytáll.
Mi az a lemezes hőcserélő?
A lemezes hőcserélő olyan berendezés, amely vékony fémlemezek sorozatával választja el egymástól a két hőcserélő közeget. A hő az egyik közegből a másikba a lemezeken keresztül adódik át. Mindez nagy hőátadó felületet és gyors, hatékony hőcserét eredményez. A rendszer lelke maga a lemezpakett, ami precízen kialakított mintázatú, hullámosított lemezekből áll. Ezek a mintázatok – például chevron vagy herringbone minták – nemcsak a hőátadást fokozzák, hanem turbulens áramlást is létrehoznak, ami csökkenti a lerakódások esélyét.
A lemezek rozsdamentes acélból, titánból vagy más speciális ötvözetekből készülhetnek, attól függően, milyen közeggel dolgozik a hőcserélő. A tömítések gumiból vagy szintetikus anyagból készülnek, és feladatuk, hogy a két közeg ne keveredjen egymással.
A lemezpakett részletes felépítése
A lemezpakett nem csupán lemezek egymásra helyezéséből áll – a részletek itt döntőek. Minden egyes lemez két szélén csatornanyílások találhatók, amelyeken keresztül a két különböző közeg be- és kilép. A lemezeket egymáshoz képest 180 fokkal elforgatva helyezik el, így az áramlási csatornák felváltva kapják az egyik, illetve a másik közeget. Ez a felépítés biztosítja, hogy a két folyadék soha ne kerüljön közvetlen érintkezésbe egymással, miközben a köztük lévő lemezen keresztül folyamatos és intenzív hőcsere zajlik.
A lemezeken kialakított hullámozás iránya és szöge – az úgynevezett béta-szög – meghatározza az áramlási ellenállás és a hőátadás közötti egyensúlyt. Kis béta-szögnél alacsonyabb nyomásveszteség, de kisebb hőátadás érhető el. Nagy béta-szögnél intenzívebb a hőcsere, de az áramlási ellenállás is nő. A gyártók sokszor kétféle lemezszöget vegyítenek egyazon pakettben, így optimalizálva a teljesítményt az adott alkalmazáshoz.
Működési elv röviden
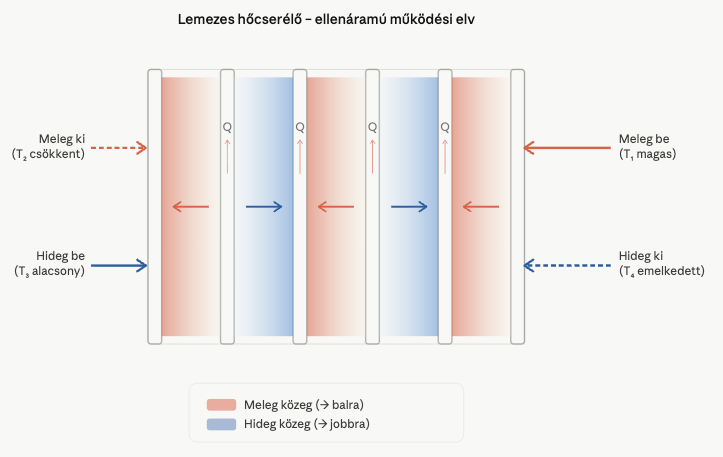
A lemezes hőcserélő két folyadékáramot vezet egymás mellett, de elválasztva. Az egyik közeg hőt ad le, a másik pedig hőt vesz fel. Az áramlás általában ellenáramú, vagyis a két közeg ellentétes irányban halad. Ez a kialakítás maximalizálja a hőátadást.
A lemezek közti csatornákban a folyadék vékony rétegben áramlik. Ez fontos, mert minél vékonyabb a réteg, annál jobb a hőátadás. A hullámos lemezkialakítás pedig turbulenciát okoz, ami még tovább növeli a hatékonyságot. Az eredmény: kis méret mellett nagy teljesítmény.
Egyenáramú és ellenáramú kialakítás összehasonlítása
Bár a legelterjedtebb megoldás az ellenáramú áramoltatás, egyes alkalmazásoknál az egyenáramú – vagyis párhuzamos – elrendezés is indokolt lehet. Ellenáramú esetben a kilépő hideg közeg elérheti a belépő meleg közeg hőmérsékletéhez közel eső értéket, ami rendkívül magas hőátadási hatékonyságot jelent. Ez az elrendezés ideális ott, ahol a maximális hővisszanyerés a cél.
Egyenáramú kialakítást jellemzően akkor alkalmaznak, ha az egyik közeg hőmérsékletének hirtelen csökkentése nem kívánatos – például érzékeny technológiai folyadékoknál, ahol a hőmérsékleti sokk káros lenne. Ilyenkor a két közeg párhuzamosan halad, és a kilépési hőmérsékletek közelednek egymáshoz, de nem haladhatják meg a keverési hőmérsékletet.
A gyakorlatban a legtöbb ipari lemezes hőcserélőt ellenáramú üzemelésre tervezik és méretezik, mivel ez biztosítja a legjobb teljesítményt adott lemezszám és felület mellett.
Típusok és felépítés
A lemezes hőcserélő többféle kivitelben létezik, attól függően, mire használják.
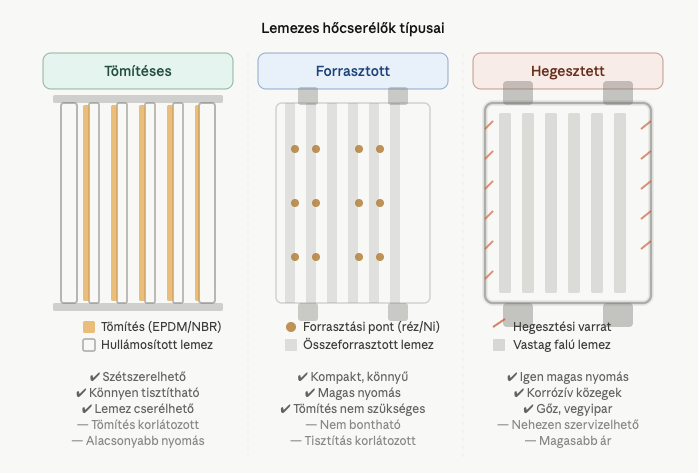
Tömítéses lemezes hőcserélő: Ez a legelterjedtebb típus. A lemezek között tömítések zárják le a folyadékáramokat. Könnyen szétszerelhető és tisztítható, ezért karbantartás szempontjából előnyös. Fűtési rendszerekben, távhőnél, ipari folyadékhűtésnél gyakori választás.
Forrasztott lemezes hőcserélő: Itt a lemezeket réz vagy nikkel forrasztja össze, így nincs szükség tömítésre. Ezáltal kompaktabb és magasabb nyomásokat is elvisel. Hűtőberendezésekben, hőszivattyúkban vagy olajhűtésnél használják előszeretettel. Hátránya, hogy nem bontható, tehát tisztítása nehézkes.
Hegesztett vagy félhegesztett típus: Korrózív vagy magas hőmérsékletű közegekhez fejlesztett változat. A hegesztett lemezek nagy nyomást bírnak, és vegyipari folyamatokban, gőzös rendszerekben is beválnak. A félhegesztett kivitel kompromisszum: az egyik oldalon hegesztett, a másikon tömítéses, így részben karbantartható.
A hőcserélők mérete és lemezszáma a teljesítménytől függ. Egy kis családi ház fűtési rendszerében elég lehet 10-20 lemez, míg egy ipari egység akár több száz lemezt is alkalmazhat.
Csőköteges vs. lemezes hőcserélő – mikor melyiket válasszuk?
A csőköteges hőcserélő hosszú évtizedekig uralta az ipart, és ma is sok helyen alkalmazzák. A két típus közötti választás nem mindig egyértelmű, ezért érdemes pontosan megérteni, hol vannak a határok.
A lemezes hőcserélő előnyei a csőkötegeshez képest:
- Ugyanolyan hőteljesítményhez kisebb helyigény és kisebb tömeg szükséges.
- A hőátadási tényező (k-érték) jellemzően 3–5-ször magasabb, ami kisebb hőátadó felületet igényel.
- A lemezszám változtatásával egyszerűen bővíthető a teljesítmény.
- Szétszerelhető kivitelnél a karbantartás gyors és olcsó.
A csőköteges hőcserélő előnyei:
- Magas nyomáson (100 bar felett) és extrém hőmérsékleten (600 °C felett) megbízhatóbban teljesít.
- Erősen szennyezett vagy viszkózus közegekhez jobban alkalmazkodik, mert a csőátmérő nagyobb, mint a lemezcsatornák rése.
- Gőz-folyadék hőcsere esetén a csőköteges kivitel általában egyszerűbb és olcsóbb megoldás.
A döntéshez mindig figyelembe kell venni az üzemi paramétereket, a helyszín adottságait, a közeg jellegét és a karbantartási lehetőségeket. Sok esetben a lemezes megoldás egyértelműen jobb, de vannak szélsőséges körülmények, ahol a csőköteges típus marad az egyetlen járható út.
Anyagválasztás és tervezési szempontok
A lemezek anyaga döntő tényező. A rozsdamentes acél az általános megoldás, mert olcsó, tartós és korrózióálló. Ha viszont a közeg agresszív, például sós víz vagy savas oldat, akkor titán vagy duplex acél ajánlott. A tömítések anyagát is a közeg és a hőmérséklet alapján választják ki. EPDM, NBR vagy Viton tömítések a leggyakoribbak.
Tervezéskor fontos paraméter a hőteljesítmény, az áramlási sebesség, a nyomásveszteség és a megengedett hőmérséklet-különbség. A túl nagy áramlási sebesség eróziót okozhat, a túl kicsi pedig lerakódásokhoz vezethet. Az optimális méretezés tehát egyensúlyt kíván a hatékonyság és az üzembiztonság között.
A hőcserélő méretezése során a mérnökök figyelembe veszik a folyadék tulajdonságait, a kívánt hőmérsékletkülönbséget és az üzemeltetési körülményeket. Sok esetben szoftveres szimulációk segítik a pontos tervezést.
Tömítésanyagok részletes összehasonlítása
A tömítés kiválasztása talán a legkritikusabb döntés a lemezes hőcserélő konfigurálásánál. Egy rossz anyagválasztás rövid életű tömítésekhez, szivárgáshoz, esetleg teljes rendszerleálláshoz vezet.
| Tömítésanyag | Maximális hőmérséklet | Tipikus alkalmazás | Megjegyzés |
|---|---|---|---|
| EPDM | ~150 °C | Melegvíz, gőz, híg savak | Leggyakoribb fűtési alkalmazásokban |
| NBR | ~120 °C | Ásványi olajok, üzemanyagok | Nem alkalmas forró vízhez |
| Viton (FKM) | ~180 °C | Agresszív vegyszerek, magasabb hőmérséklet | Drágább, de jobb kémiai ellenállás |
| HNBR | ~150 °C | Hűtőközegek, ammónia | Hűtőipari alkalmazásokhoz ideális |
| Grafit | ~260 °C | Gőz, magas hőmérsékletű folyamatok | Különleges esetekre |
Az EPDM tömítés a legszélesebb körben alkalmazott megoldás fűtési és melegvíz-rendszerekben. A Viton akkor indokolt, ha a közeg kémiailag agresszív, vagy ha a hőmérséklet meghaladja az EPDM határait. Fontos megjegyezni, hogy az olaj- vagy zsírtartalmú közegek az EPDM tömítéseket megduzzaszthatják – ilyen esetben NBR vagy Viton az egyetlen elfogadható választás.
Lemezes hőcserélő méretezési szempontok – mit kell tudni előre?
Egy lemezes hőcserélő méretezéséhez legalább a következő adatokat kell ismerni mindkét oldalra vonatkozóan:
- Belépési és kilépési hőmérséklet (°C) – ezekből számítható a szükséges hőteljesítmény
- Tömegáram vagy térfogatáram (kg/h vagy m³/h) – az áramlási körülmények meghatározásához
- Üzemi nyomás (bar) – a mechanikai méretezéshez és tömítésválasztáshoz
- Közeg típusa és összetétele – a korrózióállóság és tömítéskompatibilitás vizsgálatához
- Megengedett nyomásveszteség – az egész rendszer hidraulikai egyensúlyának fenntartásához
A méretezőszoftverek (például az Alfa Laval vagy a GEA saját kalkulátorprogramjai) ezekből az adatokból meghatározzák az optimális lemezszámot, a lemez geometriáját és az összekötési módot. Azonban a szoftver eredménye csak annyira jó, amennyire pontosak a bevitt adatok – ezért a közeg részletes analízise és a tényleges üzemi feltételek pontos ismerete nélkülözhetetlen.
Előnyök és korlátok
A lemezes hőcserélők egyik legnagyobb előnye a kiváló hőátadási hatékonyság. Az egységnyi térfogatra jutó hőteljesítmény sokkal magasabb, mint például egy csőköteges hőcserélőnél. Kis helyen elfér, könnyű, és a szerelése sem bonyolult.
Karbantartásuk is egyszerű, főleg a tömítéses típusoknál. Ha egy lemez megsérül, nem kell az egész berendezést cserélni – elég kicserélni az adott elemet. A modularitás nagy előny.
Hátrányként megemlíthető, hogy a szennyezett közegek gyorsan eltömíthetik a szűk csatornákat. Ezért fontos a megfelelő szűrés és a rendszeres tisztítás. A forrasztott típusok esetében a tisztítás korlátozott, és ha szivárgás keletkezik, a teljes egységet le kell cserélni.
A tömítések élettartama szintén korlátozott, főleg magas hőmérséklet vagy agresszív közeg esetén. Ilyenkor időszakos tömítéscsere elkerülhetetlen.
Tipikus alkalmazási területek
A lemezes hőcserélők szinte minden iparágban megjelennek. Az épületgépészetben fűtési és hűtési rendszerekben használják, például távhő-átadó állomásokban vagy hőszivattyúkban. A klímatechnikában a kondenzátor és az elpárologtató is lehet lemezes kivitelű.
Az élelmiszeriparban a pasztőrözés során pontos hőmérséklet-szabályozást biztosítanak. A vegyiparban és gyógyszergyártásban pedig a hőcserélők olyan folyadékokat kezelnek, amelyek érzékenyek a szennyeződésre, így a higiénikus, rozsdamentes kivitel kulcsfontosságú.
Energiaipari alkalmazásoknál gyakori a hővisszanyerés, ahol a lemezes hőcserélő a hulladékhő hasznosítását segíti. Hűtőtornyok, kazánok, hőszivattyúk és kompresszorok mellett szinte mindig találkozhatunk vele.
Lemezes hőcserélő a távhőrendszerekben – részletesen
A távhős hőátadó állomások az egyik legtipikusabb alkalmazási területet jelentik. Egy ilyen állomásban a lemezes hőcserélő választja szét a primer (távhőhálózat) és a szekunder (épületen belüli) oldalt. Ez a szétválasztás nemcsak hidraulikai, hanem nyomástechnikai szempontból is elengedhetetlen: a primer hálózat sokszor magasabb nyomáson üzemel, mint amennyit az épületen belüli szerelvények elvíselnének.
A hőátadó állomáson belül általában két külön hőcserélő található: egy a fűtési célra, egy másik a használati melegvíz (HMV) előállítására. A HMV-hőcserélő méretezésekor különösen fontos a Legionella-megelőzés, ami megköveteli, hogy a melegvíz rendszeresen elérje a 60–70 °C-ot. A lemezes kivitel erre kiválóan alkalmas, mivel gyors és hatékony hőátadást biztosít.
Lemezes hőcserélők a hőszivattyús rendszerekben
A hőszivattyúk terjedésével egyre fontosabbá vált a hőcserélők szerepe ezen a területen is. A forrasztott lemezes hőcserélők különösen kedvelt megoldások hőszivattyúkban, mivel kompakt méretük, magas nyomástűrésük és kitűnő hőátadási hatékonyságuk ideálissá teszi őket mind kondenzátorként, mind elpárologtatóként.
Egy levegő-víz hőszivattyúban például a hűtőközeg (pl. R32 vagy R410A) az elpárologtatóban vesz fel hőt a külső levegőből, majd a kondenzátorban adja le azt a fűtési víznek. Mindkét folyamatban lemezes hőcserélők végzik a munkát. A forrasztott kivitel itt azért előnyös, mert a hűtőközegrendszer hermetikusan zárt, és a tömítéses típus szivárgási kockázata nem elfogadható.
Karbantartás és tisztítás
A hatékony működés feltétele a rendszeres karbantartás. A vízkő, iszap és egyéb lerakódások csökkentik a hőátadást, és növelik a nyomásveszteséget. Ezért a hőcserélőt időnként szét kell szedni és mechanikusan vagy vegyszeresen tisztítani.
A tisztítás során a lemezeket egyenként átvizsgálják. Sérülés, repedés, korrózió esetén a hibás elemet cserélni kell. A tömítéseket szintén érdemes minden tisztítás után ellenőrizni, mert az öregedett gumiréteg szivárgást okozhat.
Vegyszeres tisztításnál mindig figyelni kell arra, hogy a használt oldat ne támadja meg a lemezek vagy a tömítések anyagát. A gyártók általában megadják, milyen tisztítószerek alkalmazhatók biztonságosan.
Hatásfok és energia-megtakarítás
A jól tervezett lemezes hőcserélő nemcsak kompakt, hanem energiatakarékos is. A nagy hőátadási tényező miatt kevesebb energia kell a kívánt hőmérséklet eléréséhez. Ez különösen fontos a modern, fenntartható rendszerekben, ahol minden kilowattóra számít.
Az energiahatékonyságot tovább fokozhatja a megfelelő szabályozás. Például a hőmérséklet- és nyomásérzékelők segítségével a rendszer automatikusan optimalizálhatja az áramlási sebességeket. Ez nemcsak megtakarítást, hanem hosszabb élettartamot is eredményez.
Hővisszanyerés ipari folyamatokban – a lemezes hőcserélő mint kulcselem
Az energiaárak emelkedésével a hulladékhő hasznosítása stratégiai kérdéssé vált az iparban. Egy jól megtervezett hővisszanyerési rendszerben a lemezes hőcserélő elveszi a technológiai folyamatból kilépő forró közeg hőjét, és azt visszaforgatja a belépő, hideg közeg felmelegítésére. Ez a megközelítés akár 30–70%-os energiamegtakarítást is eredményezhet, az alkalmazástól és a hőmérséklet-szinttől függően.
Egy élelmiszeripari pasztőrözési folyamatban például a pasztőrözött termék kilépési hője a bejövő nyers terméket melegíti elő. A hővisszanyerési hatásfok (regeneration efficiency) tipikusan 85–95% körül van jól méretezett rendszerekben, ami azt jelenti, hogy a bevitt energiának csupán 5–15%-át kell „friss” hőenergiával pótolni. Ugyanez az elv alkalmazható sörfőzdékben, tejtermék-üzemekben és vegyi gyárakban egyaránt.
Lemezes hőcserélők élettartama és cserejelei
Egy jól méretezett és megfelelően karbantartott lemezes hőcserélő élettartama tömítéses típusnál 15–25 év, a lemezek tekintetében akár 30 év is lehet. A tömítéseket ennél gyakrabban, általában 5–10 évente szükséges cserélni, az üzemeltetési körülményektől függően.
Az alábbi jelek arra utalnak, hogy a hőcserélőt szakember vizsgálja meg, vagy szükségessé válhat a csere:
- Megnövekedett nyomásveszteség az egyik vagy mindkét oldalon – lerakódásra vagy meghibásodott lemezre utalhat.
- Csökkent hőteljesítmény – a rendszer nem éri el a tervezett hőmérsékletet, bár az áramlási viszonyok nem változtak.
- Szivárgás a hőcserélő külső felületén – tömítéshiba vagy repedezett lemez jele.
- Szennyeződés a másik oldalon – ha a két közeg keveredni kezd, az komoly technológiai problémát jelent, és azonnali beavatkozást igényel.
- Korróziónyomok a keret vagy a lemezek külső részein.
Forrasztott hőcserélőknél a helyzet összetettebb: belső hiba esetén a javítás általában nem gazdaságos, és a teljes egység cseréje szükséges. Ezért ezeknél a típusoknál a megelőzés – megfelelő vízkezelés, fagyvédelem, szűrés – különösen fontos.
Összegezve
A lemezes hőcserélő a modern gépészet egyik legkiforrottabb és legsokoldalúbb eleme. Képes hatékonyan működni változatos körülmények között, miközben helytakarékos és gazdaságos. A megfelelő típus, anyag és karbantartási stratégia kiválasztása azonban mindig szakértelmet kíván. Egy jól méretezett, megfelelően üzemeltetett hőcserélő éveken át stabilan szolgálja a rendszert – szinte láthatatlanul, de kulcsszerepben.